
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик






Nakrętka wciskana oszczędzająca czas
Podczas montażu oszczędzająca czas nakrętka wciskana odkształca otaczającą blachę, tworząc silną blokadę mechaniczną. Xiaoguo® to niezawodny dostawca produkujący śruby, nakrętki i wkręty.
Model:QIB/IND CLA
Wyślij zapytanie
Opis produktu
Aby prawidłowo zamontować nakrętkę wciskaną oszczędzającą czas, potrzebna jest kompatybilna prasa — może być hydrauliczna, pneumatyczna lub serwoelektryczna — z dobrą kontrolą nad tonażem oraz odpowiednio wykonanymi narzędziami (zestaw stempla i matrycy). Stempel naciska bezpośrednio na nakrętkę, wbijając ją w blachę umieszczoną nad wnęką matrycy nośnej. Dobrze zaprojektowana matryca umożliwia kontrolowany przepływ materiału do części zaciskających nakrętki. Utrzymywanie stałej siły i wyrównania wszystkich elementów jest naprawdę ważne. Jeśli nie użyjesz wystarczającej siły, klincz będzie słaby. Jeśli użyjesz za dużo, możesz uszkodzić nakrętkę lub blaszkę. I nie musisz niczego wcześniej nawlekać.
Obowiązujące scenariusze:
Oszczędzające czas nakrętki wciskane są często stosowane w branżach, które wymagają wydajnego łączenia blach. Znajdziesz je w samochodach – na panele nadwozia, wsporniki, części podwozia. Występują także w elektronice, takiej jak obudowy, stojaki i radiatory. Wykorzystują je również systemy HVAC w kanałach i urządzeniach. Urządzenia wraz z ramami i obudowami, szafy telekomunikacyjne, meble i oświetlenie – wszystkie wykorzystują oszczędzające czas nakrętki wciskane.
Każde zadanie, które wymaga mocnego, niezawodnego gwintowanego kołka wystającego z blachy (i przylegającego do siebie) dobrze sprawdza się dzięki oszczędzającej czas nakrętce wciskanej. Zastępuje nieporęczne nakrętki spawane lub luźne elementy złączne, upraszczając zarówno projektowanie, jak i produkcję.
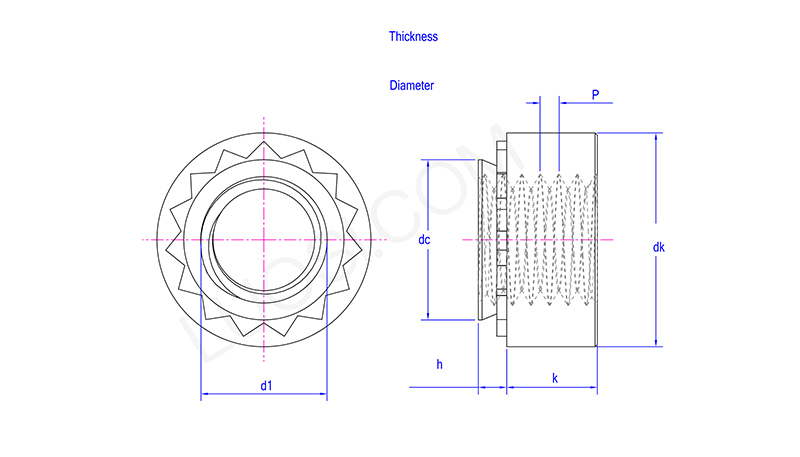
| pon | 256-0 | 256-1 | 256-2 | 348-0 | 348-1 | 348-2 | 440-0 | 440-1 | 440-2 | 440-3 | 632-0 |
| P | 56 | 56 | 56 | 48 | 48 | 48 | 40 | 40 | 40 | 40 | 32 |
| d1 | #2 | #2 |
#2 |
#3 |
#3 |
#3 |
#4 |
#4 |
#4 |
#4 |
#6 |
| maks. prąd stały | 0.165 | 0.165 | 0.165 | 0.165 |
0.165 |
0.165 |
0.165 |
0.165 |
0.165 |
0.165 |
0.187 |
| Średnica otworów montażowych min |
0.166 | 0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.1875 |
| Średnica otworów montażowych max |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.1905 |
| ok min | 0.24 | 0.24 | 0.24 |
0.24 |
0.24 |
0.24 |
0.24 |
0.24 |
0.24 |
0.24 |
0.27 |
| dk maks | 0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.29 |
| h maks | 0.03 | 0.038 | 0.054 | 0.03 | 0.038 | 0.054 | 0.03 | 0.038 | 0.054 | 0.087 | 0.03 |
| h koder | 0 | 1 | 2 | 0 | 1 | 2 | 0 | 1 | 2 | 3 | 0 |
| k maks | 0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
| k min | 0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
| Grubość płyty montażowej min |
0.03 | 0.04 | 0.056 | 0.03 | 0.04 | 0.056 | 0.03 | 0.04 | 0.056 | 0.091 | 0.03 |
Obróbka antykorozyjna:
Nakrętki te często poddawane są obróbce powierzchniowej, aby były odporne na rdzę i wyglądały lepiej. Typowe obejmują cynkowanie — przezroczyste, żółte lub czarne — cynkowo-niklowe, Geomet® (nieelektrolityczną powłokę nieorganiczną) i pasywację stali nierdzewnej. Powłoka musi wytrzymać wysokie ciśnienie procesu zaciskania bez odpryskiwania.
Gorące Tagi: Nakrętka zaciskająca oszczędzająca czas, Chiny, producent, dostawca, fabryka
Powiązana kategoria
Nakrętka sześciokątna
Nakrętka kwadratowa
Sześciokątna nakrętka kołnierzowa
Nakrętka zabezpieczająca
Nakrętka kołpakowa
Nakrętka sześciokątna z rowkiem
Ręcznie dokręć nakrętkę
Okrągła nakrętka
Nakrętki piast
Nakrętka T
Orzech trzcinowy
Inne orzechy
Wyślij zapytanie
Prosimy o przesłanie zapytania w poniższym formularzu. Odpowiemy ci w ciągu 24 godzin.
Produkty powiązane








