
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик


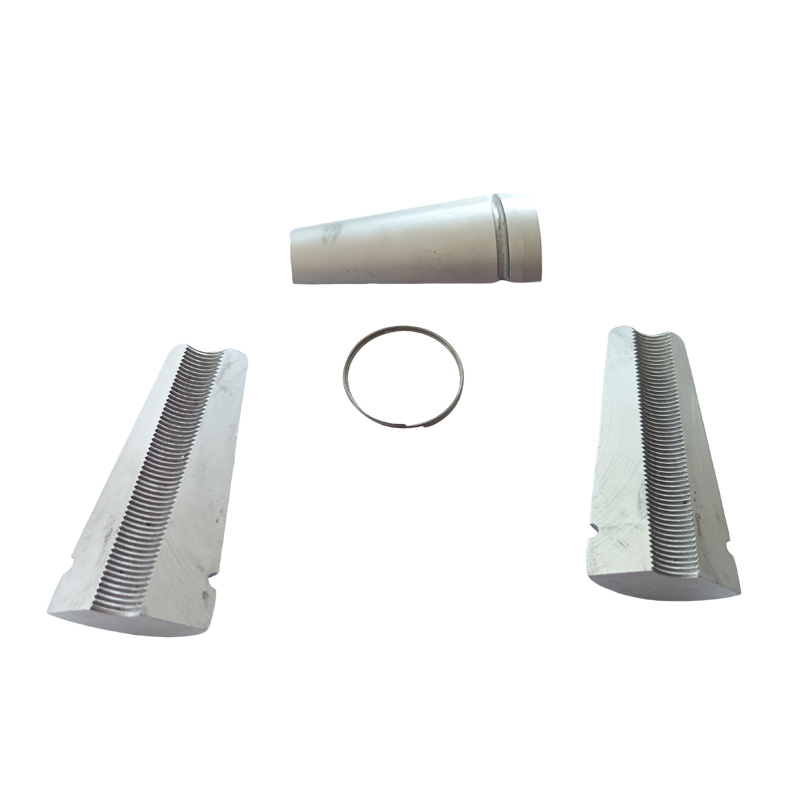
Kliny naprężające kute na zimno
Xiaoguo® umożliwia dostosowanie wzoru zębów na powierzchni kutych na zimno klinów naprężających. Jest precyzyjnie przetwarzany zgodnie z Twoimi wymaganiami, aby utworzyć jednolite wzory zębów, które mogą mocno wgryźć się w stalowe kable o średnicy 12,7–17,8 mm. Nawet gdy siła naciągu osiągnie 2000 MPa, nie będzie się ślizgać. Chcesz taki produkt?
Wyślij zapytanie
Opis produktu
Tworzywo
Wybór materiałów kutych na zimno klinów naprężających bezpośrednio wpływa na ich ostateczną wydajność, zwłaszcza na równowagę pomiędzy odpornością na zużycie powierzchniowe a wytrzymałością rdzenia.
Typowe systemy materiałowe:
(1)20CrMnTi (preferowane)
Jako niskowęglowa stal stopowa jest preferowanym materiałem do produkcji wstępnie naprężonych klinów o wysokiej wytrzymałości. Jego podstawowa zaleta polega na możliwości osiągnięcia wyjątkowo wysokiej twardości i odporności na zużycie na powierzchni poprzez procesy nawęglania lub współnawęglania węglowo-azotowego, przy jednoczesnym zachowaniu dobrej wytrzymałości wewnątrz kutych na zimno klinów naprężających.
(2) Stal 40Cr / 45#
Te dwa materiały zapewniają równowagę między wydajnością a kosztami i są odpowiednie dla scenariuszy o umiarkowanych wymaganiach wytrzymałościowych.
(3)Inne materiały
W amerykańskim systemie standardowym stosowane są również materiały takie jak AISI C12L14, C11L17, 40Cr i C45.

Wymagania rzemieślnicze
Kucie na zimno to podstawowy proces produkcyjny kutych na zimno klinów napinających, który może nie tylko zapewnić wysoką precyzję, ale także znacznie zwiększyć wydajność produkcji i wykorzystanie materiału.
【1】 Podstawowy proces produkcyjny
(1) Kucie na zimno / wytłaczanie na zimno: Główny proces polega na użyciu maszyny do spęczania na zimno lub prasy w celu wytłaczania i kształtowania kęsa metalu w temperaturze pokojowej.
(2) Proces formowania: Proces produkcyjny zwykle obejmuje etapy, takie jak „cięcie materiału → kształtowanie płaskiego stempla → wielopozycyjne formowanie na zimno” i może wytworzyć podstawowy kształt klinów naprężających kutych na zimno w jednym lub wielu etapach.
(3) Zaleta procesu: proces kucia na zimno charakteryzuje się niezwykle wysokim stopniem wykorzystania materiału, zwykle sięgającym ponad 85%, a zaawansowane techniki mogą nawet osiągnąć 99%.
【2】 Dokładność przetwarzania kluczy:
(1) Chropowatość powierzchni: Chropowatość powierzchni kluczowych współpracujących powierzchni, takich jak stożkowe otwory w płycie kotwiącej, jest niezwykle wysoka. Zazwyczaj wartość Ra dla otworów stożkowych wynosi 0,8, podczas gdy dla pozostałych części wynosi 3,2, aby zapewnić działanie samoblokujące.
(2) Tolerancja wymiarowa: Odchylenie średnicy płyty kotwiącej powinno mieścić się w granicach ±0,5 mm, a błąd kąta stożka powinien mieścić się w granicach ±0,3°.

Często zadawane pytania
(1) Czy materiał klinów kutych na zimno spełnia wymagania dotyczące wytrzymałości w niskich temperaturach (takich jak -40°C)?
O: Tak. Nasz materiał przeszedł próbę udarności w niskiej temperaturze -40°C, z energią uderzenia ≥ 27J (zgodnie z normą GB/T 229).
(2) Jakie są zalety kucia na zimno w porównaniu z tradycyjnym kuciem na gorąco lub obróbką skrawaniem?
Odp.: Kucie na zimno (skręcanie na zimno/wytłaczanie na zimno) odbywa się w temperaturze pokojowej i ma trzy podstawowe zalety:
①Wysoki stopień wykorzystania materiału
②Wysoka dokładność wymiarowa
③Dobra jakość powierzchni
(3) Jaki rodzaj obróbki powierzchni jest stosowany?
Standardową obróbką powierzchni jest fosforanowanie + powłoka olejowa (podstawowa ochrona antykorozyjna).
W przypadku środowisk o wysokiej korozyjności można wybrać opcje takie jak powłoka Dacromet lub stop cynkowo-niklowy.
Gorące Tagi: Kliny naprężające kute na zimno, Chiny, producent, dostawca, fabryka
Powiązana kategoria
Drut stalowy ocynkowany ogniowo
Drut stalowy ocynkowany do kabli optycznych
Stalowe nici
Lina okrągła
Lina stalowa do samolotów
Lina stalowa ze stali nierdzewnej
Klin chwytający
Chwytak kotwiczny
Wyślij zapytanie
Prosimy o przesłanie zapytania w poniższym formularzu. Odpowiemy ci w ciągu 24 godzin.








