
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик






Zabieg czerniący Okrągła nakrętka samozaciskowa
Xiaoguo® inwestuje w nowoczesne maszyny, aby zapewnić stałą jakość produktu. Instalacja obróbki czerniącej wokół nakrętki samozaciskowej. Obróbka czernienia polega na przeciągnięciu trzpienia przez jego środek, co powoduje odkształcenie dolnej części promieniowo na zewnątrz, tworząc dużą, bezpieczną powierzchnię nośną po ślepej stronie materiału.
Model:QIB/IND ZS
Wyślij zapytanie
Opis produktu
Aby zabieg czernienia wokół samozaciskowej nakrętki działał lepiej i trwał dłużej, otrzymują one różne powłoki powierzchniowe. Oto podsumowanie typowych:
Nakrętki stalowe często są cynkowane, można uzyskać przezroczyste, żółte lub czarne chromowane wykończenia. To niedrogi sposób na ochronę ich przed rdzą. Następnie jest Geomet™, czyli powłoka płatkowa cynku. Naprawdę dobrze radzi sobie z korozją i chemikaliami, a przy tym spełnia wiele standardów motoryzacyjnych.
Nakrętki ze stali nierdzewnej zwykle przechodzą proces pasywacji. Pomaga to tylko zwiększyć odporność na korozję, którą już posiadają. W przypadku nakrętek aluminiowych mogą zostać anodowane (które mogą być przezroczyste lub kolorowe) lub uzyskać warstwę chemiczną (to jest powłoka konwersyjna chromianowa).
Wszystkie te wykończenia spełniają tę samą funkcję: chronią nakrętki przed wilgocią, chemikaliami i zużyciem. To kluczowe, jeśli chcesz, żeby posłużyły Ci przez długi czas.
Standardy i parametry branżowe:
Obróbka czernienia okrągłej nakrętki samozaciskowej jest zgodna z przepisami branżowymi, zwykle opartymi na normie DIN 7337 lub podobnej. Dzięki temu mogą się one wzajemnie zastępować, niezależnie od tego, kto je produkuje.
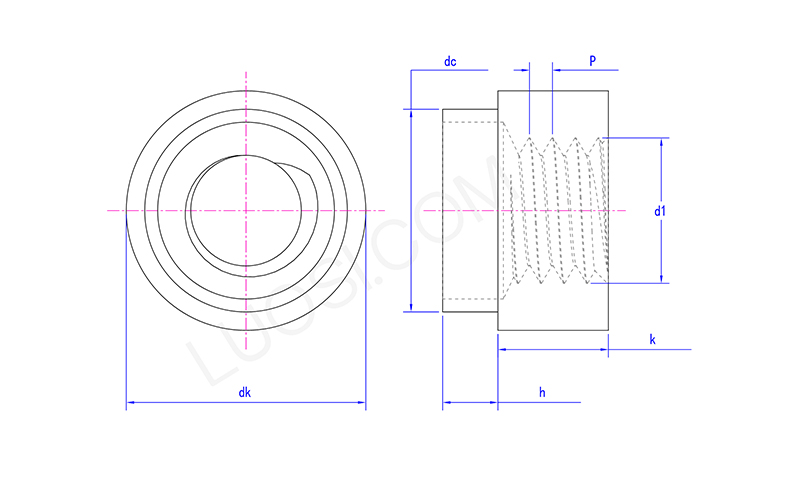
Mierzy się je różnymi rzeczami: rozmiarem gwintu (np. M4, M5 itd.), szerokością korpusu, szerokością kołnierza i grubością materiału, z którego są wykonane. Standardowe rozmiary gwintów zwykle wahają się od M3 do M12.
Duża różnica polega na tym, że po zamontowaniu tych nakrętek kołnierz (część, która się rozciąga) jest znacznie szerszy niż wcześniej korpus. To właśnie sprawia, że tak dobrze radzą sobie z nie przedzieraniem się przez materiały.
Wybierając nakrętkę, musisz znać dokładne wymiary. Trzeba dopasować nakrętkę do wielkości otworu i grubości materiału. Jeśli tego nie zrobisz, nie będzie to działać prawidłowo.
| pon | M3-1,5 | M3-2 | M4-1.2 | M4-1,5 | M4-2 | M5-2 | M5-3 | M6-2 | M6-3 | M8-2 | M8-3 |
| P | 0.5 | 0.5 | 0.7 | 0.7 | 0.7 | 0.8 | 0.8 | 1 | 1 | 1.25 | 1.25 |
| dk maks | 7.25 | 7.25 | 8.25 | 8.25 | 8.25 | 10.25 | 10.25 | 11.25 | 11.25 | 13.25 | 13.25 |
| ok min | 6.75 | 6.75 | 7.75 | 7.75 | 7.75 | 9.75 | 9.75 | 10.75 | 10.75 | 12.75 | 12.75 |
| maks. prąd stały | 4.98 | 4.98 | 5.98 | 5.98 | 5.98 | 7.95 | 7.95 | 8.98 | 8.98 | 10.98 | 10.98 |
| k maks | 3.25 | 3.25 | 4.25 | 4.25 | 4.25 | 5.25 | 5.25 | 6.25 | 6.25 | 6.25 | 6.25 |
| k min | 2.75 | 2.75 | 3.75 | 3.75 | 3.75 | 4.75 | 4.75 | 5.75 |
5.75 |
5.75 |
5.75 |
| h maks | 1.6 | 2.1 | 1.3 | 1.6 | 2.1 | 2.1 | 3.1 | 2.1 | 3.1 | 2.1 | 3.1 |
| godz. min | 1.4 | 1.9 | 1.1 | 1.4 | 1.9 | 1.9 | 2.9 | 1.9 | 2.9 | 1.9 | 2.9 |
| d1 | M3 | M3 | M4 | M4 | M4 | M5 | M5 | M6 | M6 | M8 | M8 |
Jakie narzędzia są potrzebne do montażu?
Aby zainstalować okrągłą nakrętkę samozaciskową do obróbki czerniącej, potrzebne jest specjalne narzędzie do osadzania zwane trzpieniem. To narzędzie wkręca się w wewnętrzny gwint nakrętki. Kiedy pociągniesz narzędzie lub przyłożysz do niego siłę, nakrętka rozszerza się na zewnątrz, odkształcając ją tak, że mocno przylega do ścianki rury.
Istnieją narzędzia do ręcznego ustawiania, ale w większości przypadków, szczególnie w przypadku ustawień fabrycznych, lepsze są narzędzia pneumatyczne lub hydrauliczne. Zapewniają stałą siłę, co gwarantuje, że nakrętka zostanie za każdym razem prawidłowo zamontowana. Ta spójność jest kluczem do niezawodnej wydajności, zwłaszcza gdy wykonujesz wiele instalacji.
Gorące Tagi: Obróbka czerniąca Okrągła nakrętka samozaciskowa, Chiny, producent, dostawca, fabryka
Powiązana kategoria
Nakrętka sześciokątna
Nakrętka kwadratowa
Sześciokątna nakrętka kołnierzowa
Nakrętka zabezpieczająca
Nakrętka kołpakowa
Nakrętka sześciokątna z rowkiem
Ręcznie dokręć nakrętkę
Okrągła nakrętka
Nakrętki piast
Nakrętka T
Orzech trzcinowy
Inne orzechy
Wyślij zapytanie
Prosimy o przesłanie zapytania w poniższym formularzu. Odpowiemy ci w ciągu 24 godzin.








